
 English
English
 日本語
日本語
 한국어
한국어
 Dansk
Dansk
 Nederlands
Nederlands
 Italiano
Italiano
 Español
Español
 Árabe
Árabe
 Português
Português
 Türkçe
Türkçe
 Deutsch
Deutsch
 Русский
Русский
 Français
Français
 Prancis
Prancis
 ไทย
ไทย
 Tiếng Việt
Tiếng Việt
 हिंदी
हिंदी
 বাংলা
বাংলা


Advanced Die & Stamping
Technical Capabilities
Delivering precision-engineered tooling solutions that reduce time-to-market, lower total cost of
ownership, and meet the quality benchmarks of Tier-1 automotive OEMs worldwide.
| 95%+ | <±0.05 mm | 40% | ISO 9001 |
| On-Time Delivery | Dimensional Toleranc | Lead-Time Reduction | Quality Certifi |
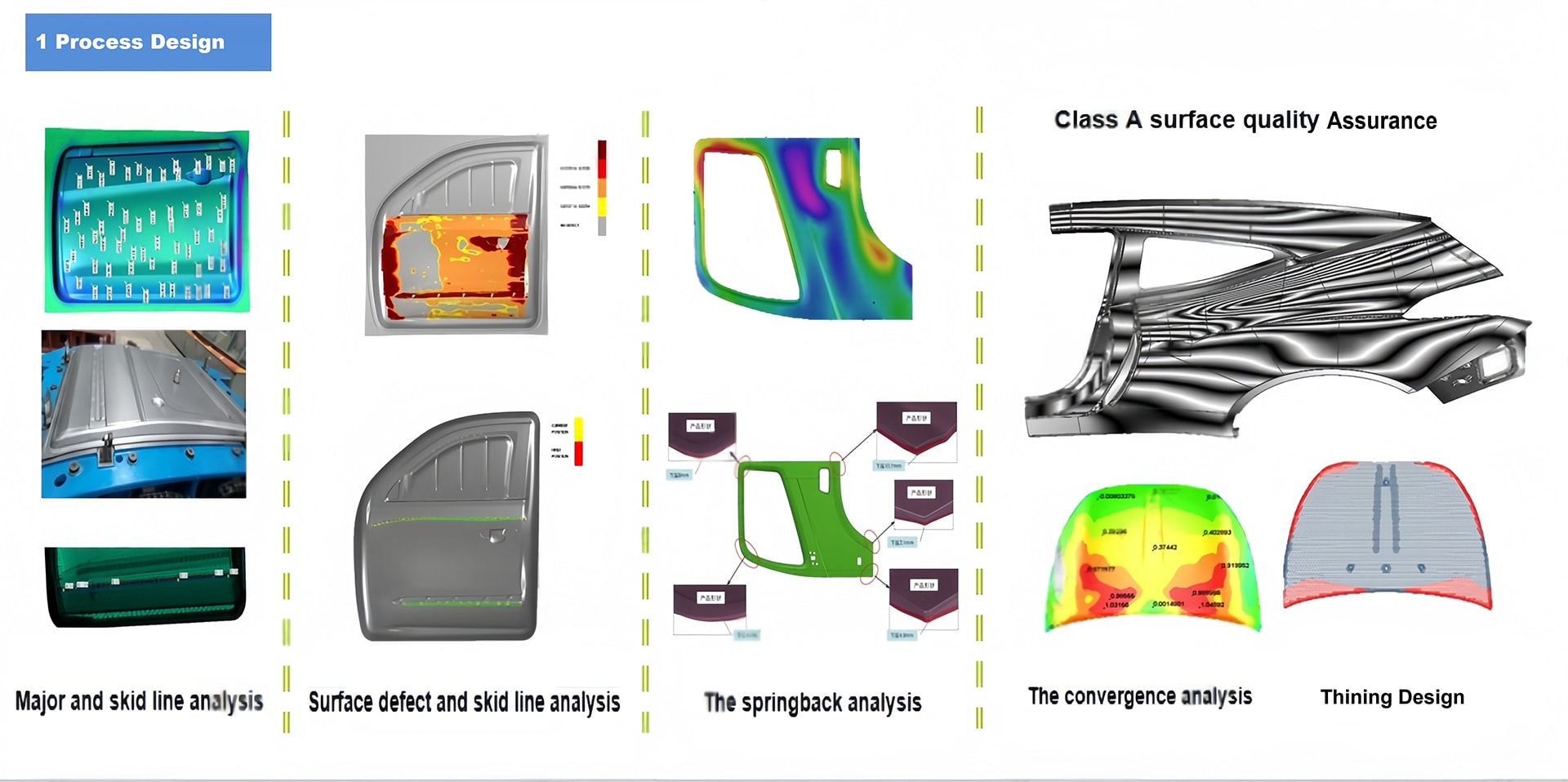
01. Die Design Capabilities
HOVOL's die design team integrates concurrent engineering workflows with world-class CAE/CAD/CAM toolchains, enabling fast iteration from concept to production-ready tooling while minimising engineering change orders.

Core Engineering Competencies
- Concurrent die engineering — design, feasibility & DFM in parallel
- Full stamping feasibility analysis (springback, thinning, splits)
- Press-line simulation & die synchronisation studies
- Full-perimeter press tooling — hood, door, fender, roof, floor
- Complex geometry: Class-A surface forming & high-strength steel
- A-surface final approval & blue-light scanning sign-off

Validation & Sign-Off
- Virtual try-out with full press stroke simulation
- Force/tonnage curves matched to press capacity
- Lubrication, draw-bead & blank-holder strategies
- PFMEA integration at process-design stage
- OEM PPAP/PSW-ready documentation package
02. Stamping Process Planning
Rigorous process planning is applied from the earliest programme stages, delivering stable, repeatable production processes that meet OEM SPC requirements from first-off production.
| ±0.3 mm | Cp ≥1.67 | 100% | -25% |
| Panel Gap/Flush Tolerance | Process Capability Target | Virtual Try-Out Coverage | Tryout Iterations vs. Industry Avg. |
Process Definition
- Draw-develop-trim-flange process sequencing
- Addendum & binder optimisation for material yield
- Blank nesting & scrap reduction strategy
- High-strength & ultra-high-strength steel (UHSS) routes
- Aluminium & multi-material panel forming
Validation & Sign-Off
- Virtual try-out with full press stroke simulation
- Force/tonnage curves matched to press capacity
- Lubrication, draw-bead & blank-holder strategies
- PFMEA integration at process-design stage
- OEM PPAP/PSW-ready documentation package
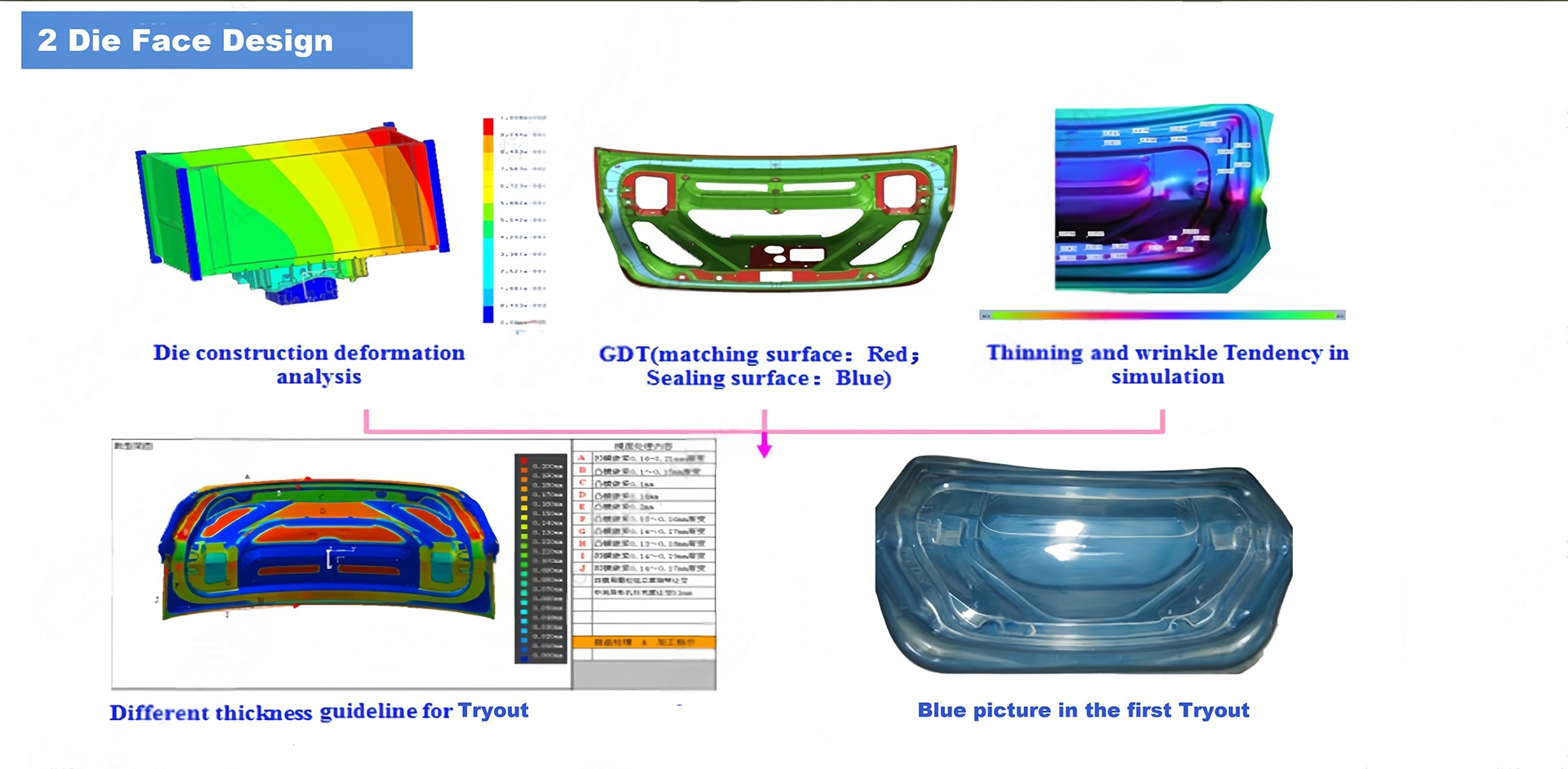
03. Die Face Engineering
Precision die face engineering is the cornerstone of surface-quality performance. HOVOL's proprietary workflows reduce physical spotting time by up to 40 %, protecting programme launch schedules and reducing tryout cost.
Die Face Development
- Addendum engineering to control springback & warp
- Binder surface topology optimised via FEA feedbackloops
- GD&T sealing-surface analysis (blue-light vs. nominal)
- Thinning & wrinkle tendency mapped in simulation
- Draft angle & parting-line negotiation with styling
Business Benefits
- Up to 40 % reduction in physical spotting cycles
- Fewer engineering change orders post-tool build
- Class-A surface quality achieved in fewer iterations
- Earlier customer sign-off — protects SOP dates
- Consistent die-face standards across global supplier base
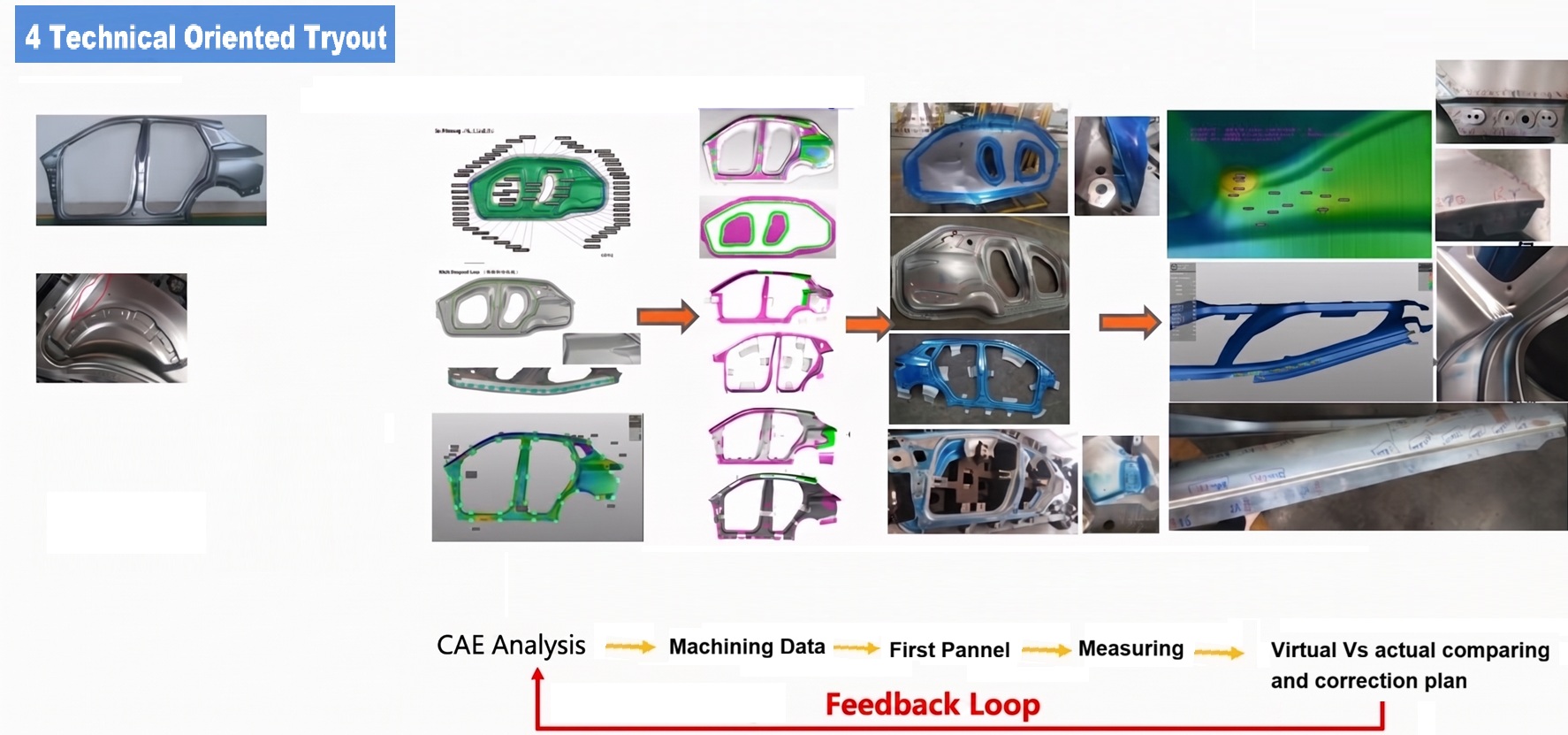
04. Interference Checking · Surface Quality · Deformation Analysis
Precision die face engineering is the cornerstone of surface-quality performance. HOVOL's proprietary workflows reduce physical spotting time by up to 40 %, protecting programme launch schedules and reducing tryout cost.
| Static Interference Check | Full 3-D collision detection across all die components at BDC/TDC | Zero tooling damage at first press trial |
| Dynamic Stroke Simulation | Time-step motion study of upper/lower die through full press cycle | Confirms clearance at every stroke position |
| Die Deflection Analysis | FEA structural simulation of die casting under full press tonnage | Prevents panel waviness; maintains surface tolerance |
| A-Surface Quality Gate | Blue-light scan overlaid on nominal CAD; deviation heat-map reporting | Objective, data-driven customer approval process |
05. Structural Standardisation & Modular Design
HOVOL's modular die architecture aligns with leading OEM platform strategies, enabling rapid adaptation, cost sharing across programmes, and simplified maintenance for press-shop operators.
Modular Component Library
- Drawing Die — standardised addendum & binder geometry
- Trimming Die — interchangeable blade & scrap-chute modules
- Flanging Die — configurable cam and restriking units
- Camming Units — unified actuation with position feedback
- Springback Die — dedicated restrike stations
- Piercing Die — rapid punch/die insert change system
Value to the Customer
- 30–50 % faster engineering on derivative programmes
- Reduced spare-parts inventory for press-shopoperators
- Interchangeable modules support flexible manufacturing
- Consistent GD&T datum strategy across the tool family
- Easier PPAP re-qualification on carry-over modules
- Supports OEM Lean/TPM press-shop improvement goals